Carbide Rougher Endmill
₹ 668.00
₹ 668.00
-
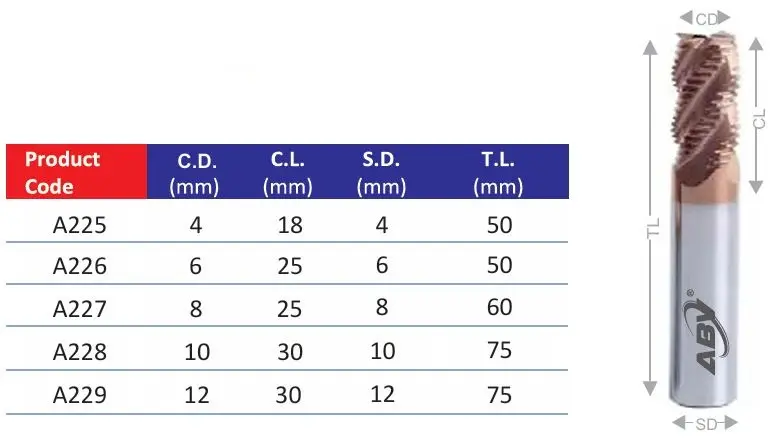
Select Product Code

A Carbide Rougher Endmill (also known as a Hogging Mill or Ripping Cutter) is the "bulldozer" of the machining world. It is designed to remove large volumes of material as quickly as possible, preparing the workpiece for a final finishing pass with a standard endmill.
The defining feature of a rougher is its serrated cutting edges (knuckle-like teeth), which break the metal or wood chips into much smaller pieces.
Standard endmills have smooth flutes that produce long, continuous chips. Roughers have "sinusoidal" (wavy) serrations:
Chip Breaking: The serrations break the contact between the tool and the material. Instead of one wide chip, the tool produces many tiny, manageable chips.
Reduced Horsepower: Because only small sections of the flute are cutting at any given moment, the cutting force is lower. This allows you to take deeper and wider cuts without stalling your CNC motor.
Heat Dissipation: Smaller chips carry heat away from the tool more effectively, preventing the carbide from becoming brittle and snapping.
| Material | Why use a Rougher? |
| Aluminum & Steel | To "hog out" the bulk of a pocket or cavity at high speed before finishing. |
| Hardwoods | To clear out deep mortises or grooves without the vibration (chatter) common with standard bits. |
| Stainless Steel | The serrated edge helps "bite" into work-hardening materials where a smooth bit might rub and dull. |
| Feature | Roughing Endmill | Finishing Endmill |
| Surface Finish | Rough/Corrugated (requires finishing) | Smooth/Mirror-like |
| Material Removal Rate | Very High | Low to Moderate |
| Vibration (Chatter) | Very Low (Self-dampening) | Higher at deep cuts |
| Edge Strength | High (Robust teeth) | Moderate (Sharp, thin edges) |
When selling these to your industrial clients in Ahmedabad, emphasize the "Rough and Finish" workflow:
The Roughing Pass: Use the Rougher Endmill to remove 90% of the material. Leave a "stock allowance" of approximately 0.3mm to 0.5mm on the walls and floor.
The Finishing Pass: Switch to a standard 2 or 4-flute endmill to shave off the remaining material. This results in a perfect finish and significantly extends the life of your expensive finishing tools.
Coating: For steel or cast iron, recommend AlTiN (black) coating. For aluminum, a ZrN (pale gold) or uncoated polished carbide is best.
Rigidity: Because roughers can take aggressive cuts, ensure the workpiece is clamped very securely. The tool is strong, but the vibration of a loose workpiece can still cause carbide micro-chipping.
Air/Coolant: Even though roughers handle heat well, a strong blast of air or coolant is necessary to flush the high volume of tiny chips out of the cutting zone to avoid "re-cutting."