A DLC (Diamond-Like Carbon) Coated Two-Flute Carbide Straight Endmill represents the premium tier of straight-flute tooling. By combining the neutral geometry of a straight flute with an ultra-hard, low-friction coating, these bits solve the primary weakness of standard carbide: heat and friction.
The DLC coating is an amorphous carbon film that mimics the properties of a natural diamond—specifically its hardness and slickness.
Why the DLC Coating Matters
| Feature | Benefit |
| Micro-Hardness | Significantly increases the tool's lifespan by resisting abrasive wear from "tough" materials. |
| Low Friction ($<0.1$ CoF) | The bit is "slippery," preventing chips from sticking to the flutes (especially in gummy materials). |
| Thermal Barrier | Protects the carbide core from heat, allowing for higher RPMs without burning the workpiece. |
| Edge Retention | Keeps the cutting edge "razor-sharp" for much longer than uncoated solid carbide. |
Ideal Applications
While standard straight bits are for wood, DLC-coated versions excel in:
Abrasive Composites: Carbon fiber, fiberglass, and G10/FR4. The DLC resists the "sanding" effect of the fibers.
Non-Ferrous Metals: Aluminum and brass. The coating prevents "Built-Up Edge" (BUE), where the metal melts and welds itself to the bit.
+1
Hardwoods & Exotic Woods: High-silica woods (like Teak or Ipe) that normally dull bits in minutes.
Acrylic & Plastics: Provides an incredibly polished edge because the chip slides off the flute before it can melt.
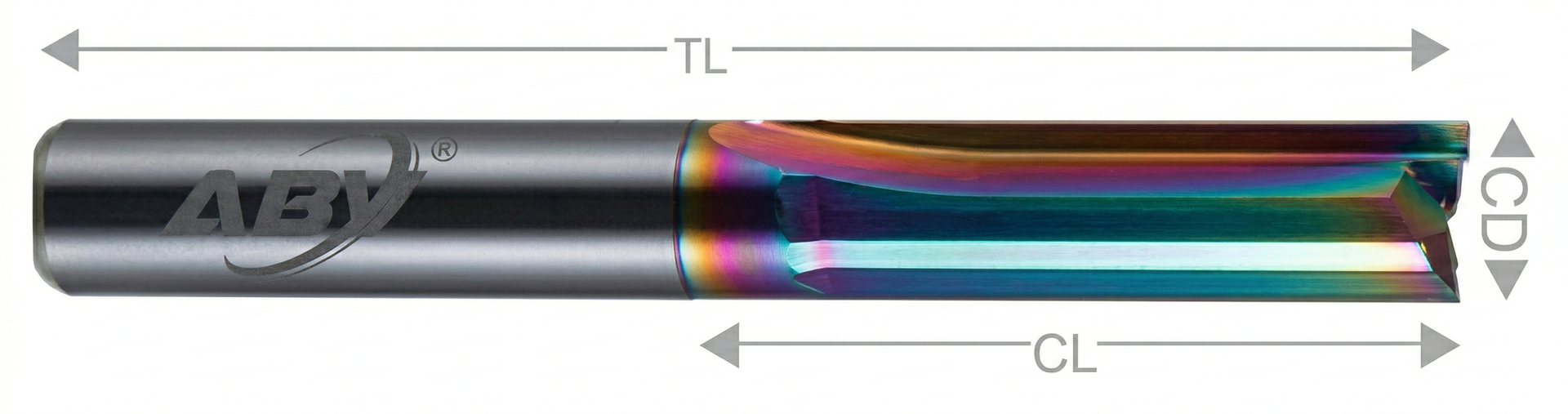
Technical Specifications & Use
Substrate: Usually a micro-grain tungsten carbide for maximum structural integrity.
Geometry: The 0° helix ensures no "lifting" of the material, which is critical when machining thin carbon fiber sheets or laminated veneers.
Chip Ejection: Since it's a straight flute, you must ensure your air blast or vacuum system is high-powered. The DLC coating helps the chip slide out, but gravity and centrifugal force do the heavy lifting.
Tips for Longevity
Avoid Dropping: The DLC layer is incredibly hard but thin; a drop onto a concrete floor can micro-chip the coating, leading to rapid tool failure.
Clean After Use: Resin from wood or adhesive from composites can bake onto the coating. Use a dedicated bit cleaner to keep the DLC surface slick.
Check Your TIR: Ensure your CNC spindle's Runout (TIR) is low. A high-hardness bit like this is less "forgiving" of spindle vibration than a standard steel bit.