A Four-Flute Carbide Tapered Ball Nose end mill is the ultimate high-precision finishing tool for industrial 3D machining. While the 2-flute version is great for wood and general carving, the 4-flute version is a "finishing specialist" engineered for harder materials and mirror-like surface quality.
+1
By doubling the number of cutting edges on a tapered body, you gain maximum rigidity and significantly reduced cycle times for finishing passes.
1. Why Choose 4 Flutes Over 2?
In 3D carving, the "scallop" (the tiny ridge left between passes) is your enemy.
Superior Surface Finish: With four flutes, you get double the cuts per revolution. This creates a much smoother surface, often eliminating the need for hand-sanding or secondary polishing.
Increased Feed Rates: Because the workload is shared among four edges, you can often run the machine at higher feed rates (IPM or mm/min) without overloading the tool.
Higher Rigidity: A 4-flute tool has a larger core diameter (web). Combined with the tapered body, this tool is incredibly stiff, virtually eliminating "chatter" and tool deflection even in tough alloys.
2. Best Applications
While 2-flute bits are preferred for "gummy" materials like aluminum or softwoods, the 4-Flute TBN is the standard for:
| Material | Why use 4-Flute TBN? |
| Hardened Steel / SS | The high flute count handles the high cutting forces of ferrous metals with ease. |
| Die & Mold Making | Ideal for the final finishing pass on complex injection molds where accuracy is measured in microns. |
| Dense Hardwoods | Provides a glass-like finish on woods like Ebony, Rosewood, or Teak that tend to splinter with fewer flutes. |
| Composites (G10/Carbon) | Resists the abrasive nature of fibers better due to increased tool mass and edge count. |
3. Critical Strategy: Finishing Only
It is important to remember that as flute count increases, chip space decreases.
Never for Roughing: Do not use a 4-flute tapered bit to remove bulk material. The small "gullets" between the flutes will clog with chips, causing the bit to overheat and snap.
The "Clean-Up" Pass: Use a 2-flute bit for the roughing pass to clear the "steps," then switch to the 4-flute TBN for a final "skin" pass (removing 0.1mm to 0.3mm of material).
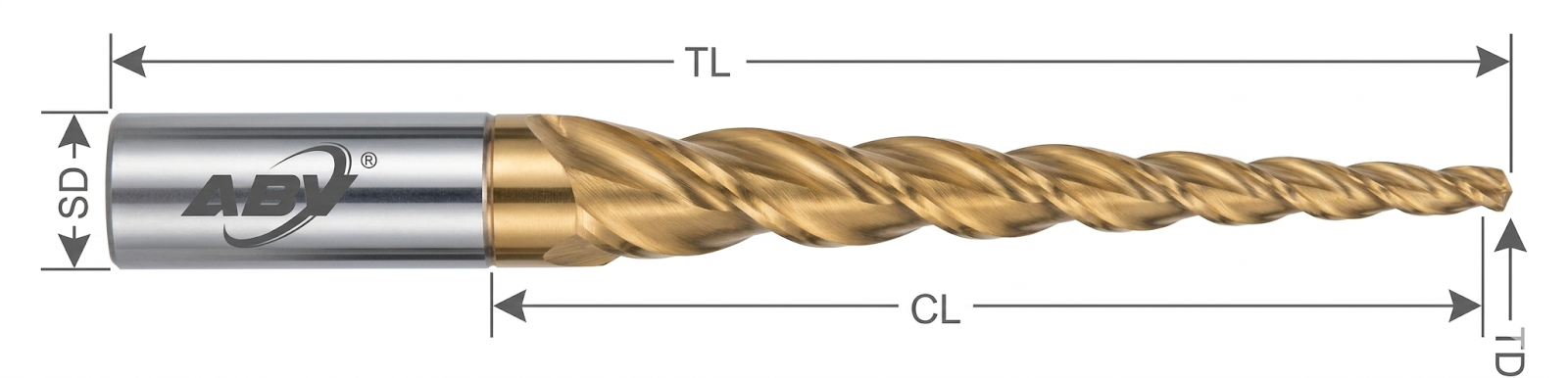
4. Technical Specs for abvtool.store
For your customers in Ahmedabad, these are the "Pro" specs to stock:
Taper Angle: Usually 3.6°, 5.4°, or 7°. A 5.4° angle is the "sweet spot" for most deep 3D carving.
Coating: AlTiN (Aluminum Titanium Nitride) or DLC is highly recommended. These coatings allow the 4-flute bit to run "dry" in steel or at very high speeds in wood without losing its edge.
Tip Radius: Common sizes include 0.25mm, 0.5mm, and 1.0mm.
5. Summary Comparison
| Feature | 2-Flute Tapered | 4-Flute Tapered |
| Chip Evacuation | Excellent (Deep Gullets) | Limited (Small Gullets) |
| Surface Finish | Good | Excellent / Mirror |
| Material | Wood, Plastic, Aluminum | Steel, Hardwood, Molds |
| Rigidity | High | Maximum |