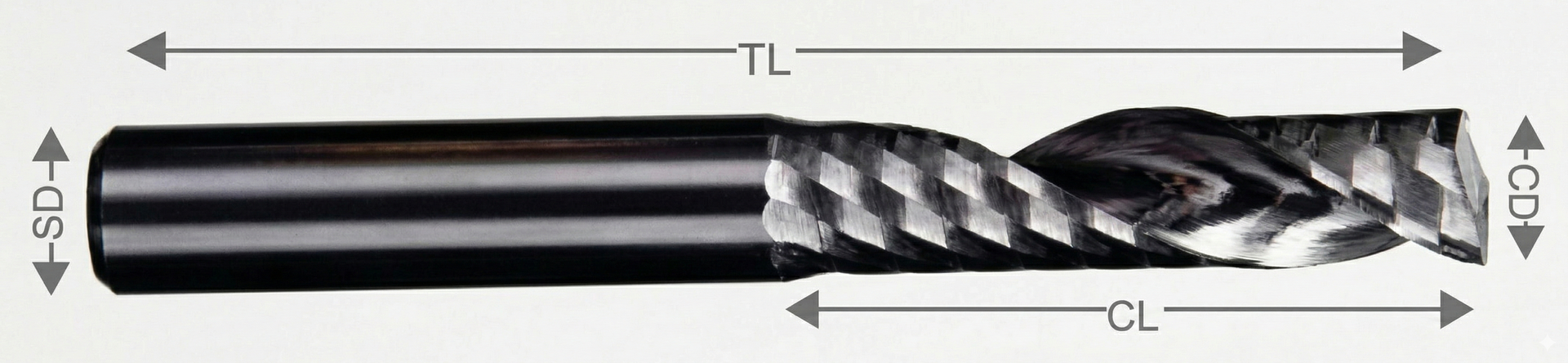
A Single Flute Carbide End Mill (often called an "O-Flute") is the ultimate problem-solver for materials that melt or clog easily. Unlike multi-flute bits, a single flute tool has a massive "gullet" (the open space between the cutting edge and the tool body), which allows it to eject large chips extremely fast.
In the world of CNC routing, the single flute is the king of high-speed plastic and aluminum machining.
1. Why Use a Single Flute?
Superior Chip Evacuation: Because there is only one cutting edge, there is significantly more room for the chip to escape. This prevents "re-cutting" of chips, which is the primary cause of heat buildup.
Lower Heat Generation: More flutes mean more friction. A single flute hits the material half as often as a two-flute bit at the same RPM, keeping the material (and the tool) much cooler.
Higher Feed Rates: You can push a single flute bit much faster through the material because it isn't "choking" on its own debris.
2. Best Materials & Applications
| Material | Why Single Flute? |
| Acrylic / Plexiglass | Prevents the plastic from melting and "welding" back onto the bit or the workpiece. |
| Aluminum | Aluminum is "gummy"; a single flute clears the soft metal before it can stick to the tool. |
| Soft Plastics (HDPE/PVC) | Provides a "curled" chip rather than dust, resulting in a cleaner edge finish. |
| Sign Foam | Fast material removal without clogging the flutes with fine dust. |
3. The "Trade-off"
Balance: Because it is asymmetrical, a single flute bit can create more vibration at extremely high RPMs (above 24,000) compared to a balanced two-flute bit.
Surface Finish: On very hard woods, a single flute might leave slightly more prominent "tool marks" unless your feed rate is perfectly dialed in.
4. Pro-Tips for Success
Increase Your Feed Rate: The most common mistake is running a single flute too slowly. If you hear a high-pitched "rubbing" sound, speed up your movement (IPM) or slow down your RPM.
Upcut vs. Downcut:
Upcut Single Flute: Pulls chips up and out of the hole. Best for deep slots and aluminum.
Downcut Single Flute: Pushes chips down, which leaves a perfect top surface on thin plastics or veneers.
Cooling: While they run cooler naturally, a simple air blast (no coolant needed for most plastics) will help the single flute clear chips even more effectively.
5. Technical Comparison
| Feature | Single Flute | Two Flute |
| Chip Space | Maximum | Moderate |
| Heat Build-up | Very Low | Moderate |
| Ideal RPM | High | Moderate to High |
| Best For | Plastics/Aluminum | Wood/Composites |